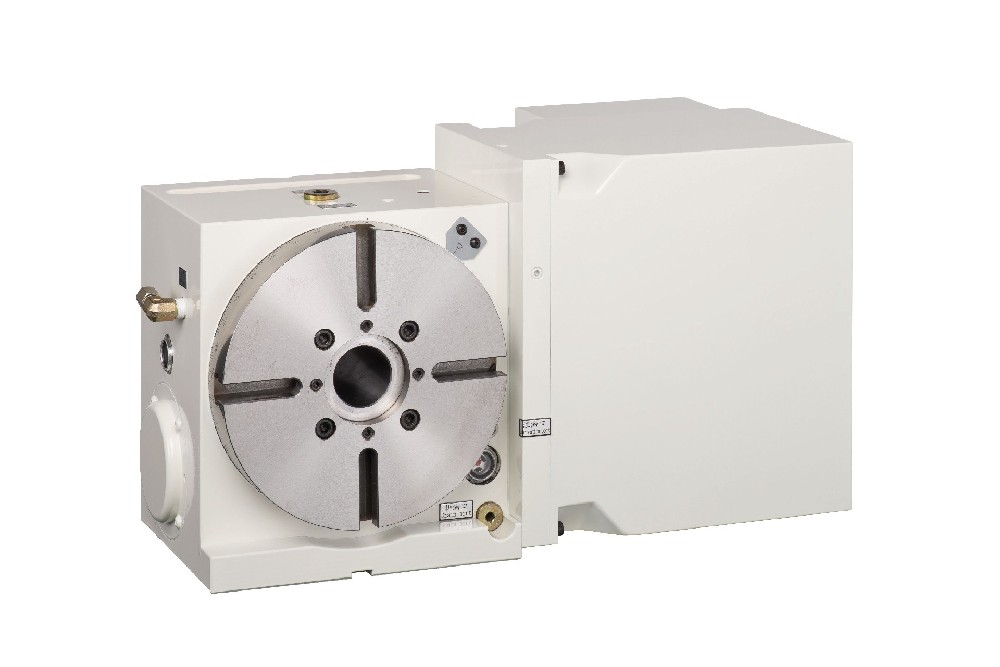
数控分度盘选型指南 精准匹配加工需求的实用方案
采购数控分度盘时,多数工程师会因精度不匹配、扭矩不足导致加工报废,核心解决方法是按加工类型、工件重量、机床型号三维度筛选,迈盛恒精的分度盘产品覆盖铣削、钻孔、攻丝等多场景,可快速匹配需求。
如何根据加工类型选分度盘型号
铣削加工需高重复定位精度,优先选MH-210及以上型号,扭矩需覆盖切削阻力。钻孔加工侧重刚性,可选MH-170型号,成本更低。多工位加工需大承载,选MH-255型号,适配重型工件。
数控分度盘关键参数选型对照表
| 参数类型 | MH-170型号 | MH-210型号 | MH-255型号 |
|---|---|---|---|
| 重复定位精度 | ±3″ | ±2″ | ±1.5″ |
| 最大扭矩(N·m) | 85 | 120 | 180 |
| 适配机床型号 | VMC650 | VMC850 | VMC1060 |
| 最大承载重量(kg) | 50 | 80 | 120 |
重复定位精度直接影响加工轮廓度,扭矩不足会出现闷车或定位偏移,承载需留20%余量避免过载损伤齿盘。
日常维护要点延长分度盘寿命
每周清理齿盘碎屑,避免杂质卡滞定位销。每月检查润滑脂存量,补充专用锂基脂至刻度线。每季度校准定位精度,用千分表检测旋转误差。避免超程操作,防止定位销变形影响定位。
常见故障快速排查方法
定位误差大,先检查润滑情况,再校准定位销。扭矩不足,排查电机电流是否达标,是否有过载堵塞。旋转卡顿,清理齿盘后重新加注润滑脂。
数控分度盘重复定位精度多少合适?
常规加工场景选±2″~±3″即可,高精度模具加工需±1″以内。
如需了解更多产品选型建议,请联系迈盛恒精,迈盛恒精提供免费技术咨询,帮你解决分度盘选型、维护等问题。